- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Compreendendo o processo completo de fabricação de dispositivos semicondutores
1. Fotolitografia
A fotolitografia, muitas vezes sinônimo de geração de padrões, é uma das forças motrizes mais críticas por trás do rápido avanço da tecnologia de semicondutores, originada dos processos de fabricação de chapas fotográficas na impressão. Esta técnica permite a apresentação de qualquer padrão em escala micro ou nano usando fotorresiste e, quando combinado com outras tecnologias de processo, transfere esses padrões para materiais, realizando vários designs e conceitos de materiais e dispositivos semicondutores. A fonte de luz utilizada na fotolitografia influencia diretamente a precisão dos padrões, com opções que vão desde ultravioleta, ultravioleta profundo, até raios X e feixes de elétrons, cada uma correspondendo a níveis crescentes de fidelidade do padrão na ordem mencionada.
Um fluxo de processo de fotolitografia padrão inclui preparação de superfície, adesão, cozimento suave, exposição, cozimento pós-exposição, revelação, cozimento duro e inspeção.
O tratamento de superfície é imperativo, pois os substratos normalmente absorvem moléculas de H2O do ar, o que é prejudicial à fotolitografia. Portanto, os substratos passam inicialmente por um processo de desidratação por meio do cozimento.
Para substratos hidrofílicos, sua adesão ao fotorresistente hidrofóbico é insuficiente, causando potencialmente o descolamento do fotorresistente ou desalinhamento do padrão, daí a necessidade de um promotor de adesão. Atualmente, o hexametil dissilazano (HMDS) e a tri-metil-silil-dietilamina (TMSDEA) são intensificadores de adesão amplamente utilizados.
Após o tratamento de superfície, inicia-se a aplicação do fotorresiste. A espessura do fotorresistente aplicado não está apenas relacionada à sua viscosidade, mas também é afetada pela velocidade de rotação do revestimento, geralmente inversamente proporcional à raiz quadrada da velocidade de rotação. Após o revestimento, um cozimento suave é conduzido para evaporar o solvente do fotorresiste, melhorando a adesão em um processo conhecido como pré-cozimento.
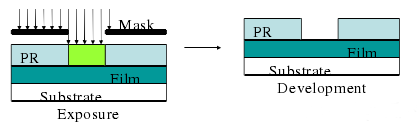
Depois que essas etapas forem concluídas, a exposição ocorre. Os fotorresistentes são classificados como positivos ou negativos, com propriedades opostas após a exposição.
Tomemos como exemplo o fotorresistente positivo, onde o fotorresistente não exposto é insolúvel no revelador, mas se torna solúvel após a exposição. Durante a exposição, a fonte de luz, passando por uma máscara padronizada, ilumina o substrato revestido, padronizando o fotorresiste. Normalmente, o substrato deve estar alinhado com a máscara antes da exposição para controlar com precisão a posição de exposição. A duração da exposição deve ser rigorosamente controlada para evitar distorção do padrão. Pós-exposição, pode ser necessário cozimento adicional para mitigar os efeitos das ondas estacionárias, embora esta etapa seja opcional e possa ser contornada em favor do desenvolvimento direto. A revelação dissolve o fotorresistente exposto, transferindo o padrão da máscara com precisão para a camada fotorresistente. O tempo de desenvolvimento também é crítico – muito curto leva a um desenvolvimento incompleto, muito longo causa distorção de padrões.
Posteriormente, o cozimento duro fortalece a fixação do filme fotorresistente ao substrato e melhora sua resistência à corrosão. A temperatura de cozimento duro é geralmente ligeiramente superior à do pré-cozimento.
Finalmente, a inspeção microscópica verifica se o padrão está alinhado com as expectativas. Depois que o padrão é transferido para o material por outros processos, o fotorresistente cumpriu seu propósito e deve ser removido. Os métodos de remoção incluem úmido (usando solventes orgânicos fortes como acetona) e seco (usando plasma de oxigênio para remover o filme).
2. Técnicas de dopagem
A dopagem é indispensável na tecnologia de semicondutores, alterando as propriedades elétricas dos materiais semicondutores conforme necessário. Os métodos comuns de dopagem incluem difusão térmica e implantação iônica.
(1) Implantação Iônica
A implantação iônica dopa o substrato semicondutor, bombardeando-o com íons de alta energia. Comparado à difusão térmica, tem muitas vantagens. Os íons, selecionados por um analisador de massa, garantem alta pureza de dopagem. Durante toda a implantação, o substrato permanece à temperatura ambiente ou ligeiramente acima. Muitos filmes de mascaramento podem ser usados, como dióxido de silício (SiO2), nitreto de silício (Si3N4) e fotorresiste, proporcionando alta flexibilidade com técnicas de máscara autoalinhadas. As doses do implante são controladas com precisão e a distribuição de íons de impureza implantada é uniforme dentro do mesmo plano, resultando em alta repetibilidade.
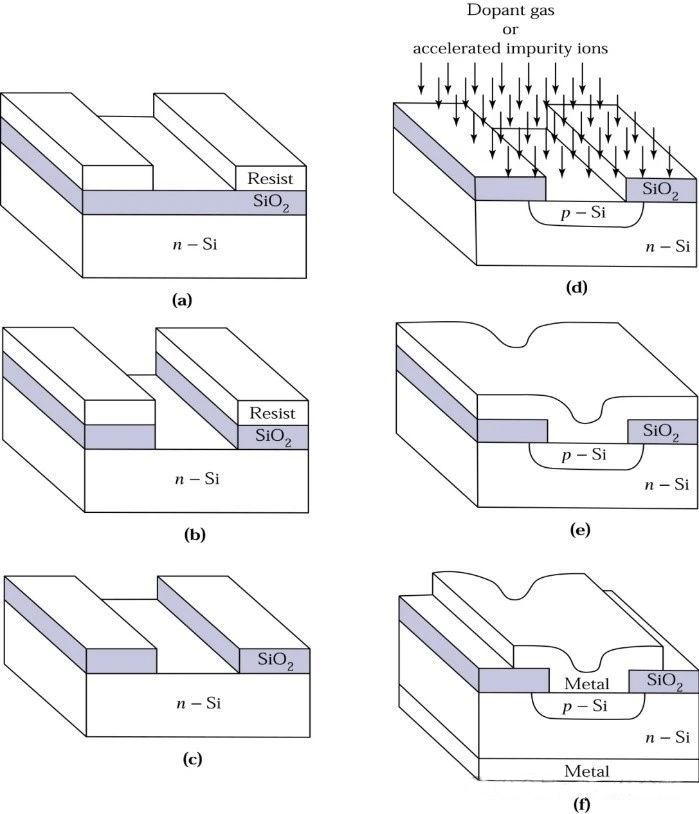
A profundidade de implantação é determinada pela energia dos íons. Ao regular a energia e a dose, a distribuição de íons de impureza no substrato pós-implantação pode ser manipulada. Múltiplas implantações com esquemas variados podem ser realizadas continuamente para atingir vários perfis de impurezas. Notavelmente, em substratos monocristalinos, se a direção de implantação for paralela à direção cristalográfica, ocorrem efeitos de canalização - alguns íons viajarão ao longo dos canais, tornando o controle de profundidade um desafio.
Para evitar a canalização, a implantação é normalmente conduzida num ângulo de cerca de 7° em relação ao eixo principal do substrato monocristalino ou cobrindo o substrato com uma camada amorfa.
No entanto, a implantação iônica pode danificar significativamente a estrutura cristalina do substrato. Íons de alta energia, após a colisão, transferem energia para os núcleos e elétrons do substrato, fazendo com que eles deixem a rede e formem pares de defeitos intersticiais-vacância. Em casos graves, a estrutura cristalina em algumas regiões pode ser destruída, formando zonas amorfas.
Os danos na rede afetam muito as propriedades elétricas do material semicondutor, como a redução da mobilidade da portadora ou a vida útil das portadoras fora do equilíbrio. Mais importante ainda, a maioria das impurezas implantadas ocupa sítios intersticiais irregulares, não conseguindo formar dopagem eficaz. Portanto, o reparo de danos pós-implantação e a ativação elétrica de impurezas são essenciais.
(2)Processamento Térmico Rápido (RTP)
O recozimento térmico é o método mais eficaz para corrigir danos na rede causados pela implantação iônica e ativar impurezas eletricamente. Em altas temperaturas, os pares de defeitos intersticiais vagos na rede cristalina do substrato se recombinarão e desaparecerão; regiões amorfas também recristalizarão a partir do limite com áreas monocristalinas via epitaxia de fase sólida. Para evitar que o material do substrato oxide em altas temperaturas, o recozimento térmico deve ser conduzido em vácuo ou atmosfera de gás inerte. O recozimento tradicional leva muito tempo e pode causar redistribuição significativa de impurezas devido à difusão.
O advento deTecnologia RTPaborda esse problema, realizando em grande parte o reparo de danos na rede e a ativação de impurezas em um período de recozimento reduzido.
Dependendo da fonte de calor,RTPé categorizado em vários tipos: varredura por feixe de elétrons, feixes pulsados de elétrons e íons, lasers pulsados, lasers de ondas contínuas e fontes de luz incoerentes de banda larga (lâmpadas halógenas, aquecedores de grafite, lâmpadas de arco), sendo estas últimas as mais utilizadas. Essas fontes podem aquecer o substrato até a temperatura necessária em um instante, completando o recozimento em um curto espaço de tempo e reduzindo efetivamente a difusão de impurezas.
3. Técnicas de Deposição de Filme
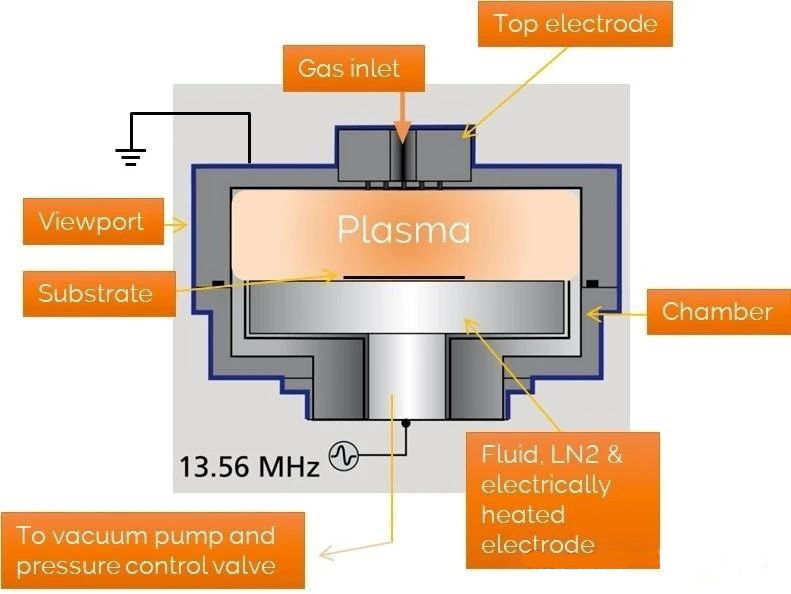
(1) Deposição de Vapor Químico Aprimorada por Plasma (PECVD)
PECVD é uma forma de técnica de Deposição Química de Vapor (CVD) para deposição de filme, sendo as outras duas CVD de Pressão Atmosférica (APCVD) e CVD de Baixa Pressão (LPCVD).
Atualmente, o PECVD é o mais aplicado entre os três tipos. Ele utiliza plasma de radiofrequência (RF) para iniciar e sustentar reações químicas em temperaturas relativamente baixas, facilitando assim a deposição de filmes em baixa temperatura com altas taxas de deposição. O esquema do equipamento é conforme ilustrado.
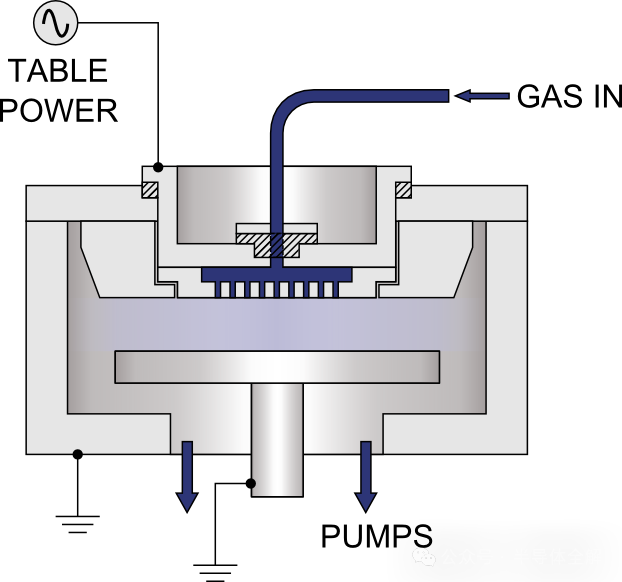
Os filmes produzidos através deste método exibem propriedades elétricas e de adesão excepcionais, microporosidade mínima, alta uniformidade e capacidades robustas de preenchimento em pequena escala. Os fatores que afetam a qualidade da deposição de PECVD incluem temperatura do substrato, taxa de fluxo de gás, pressão, potência de RF e frequência.
(2) pulverização catódica
A pulverização catódica é um método de deposição física de vapor (PVD). Íons carregados (geralmente íons de argônio, Ar+) são acelerados em um campo elétrico, ganhando energia cinética. Eles são direcionados para o material alvo, colidindo com as moléculas alvo e fazendo com que elas se desalojem e se espalhem. Essas moléculas também possuem energia cinética significativa e se movem em direção ao substrato, depositando-se sobre ele.
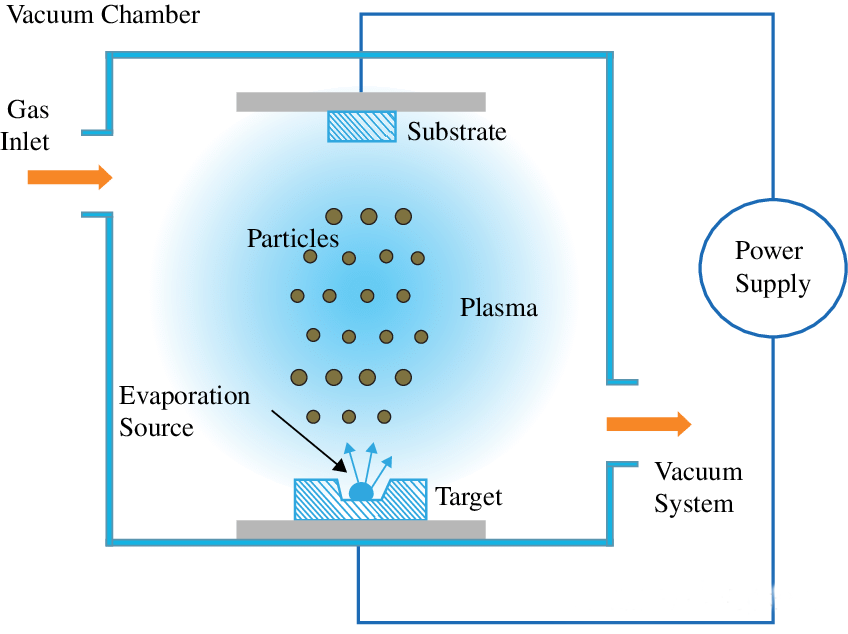
As fontes de energia de pulverização catódica normalmente empregadas incluem corrente contínua (DC) e radiofrequência (RF), onde a pulverização catódica DC é diretamente aplicável a materiais condutores como metais, enquanto os materiais isolantes requerem pulverização catódica de RF para deposição de filme.
A pulverização catódica convencional sofre de baixas taxas de deposição e altas pressões de trabalho, resultando em menor qualidade do filme. A pulverização catódica do Magnetron aborda essas questões de maneira mais ideal. Ele emprega um campo magnético externo para alterar a trajetória linear dos íons para um caminho helicoidal em torno da direção do campo magnético, alongando seu caminho e melhorando a eficiência da colisão com moléculas alvo, aumentando assim a eficiência da pulverização catódica. Isso resulta em taxas de deposição aumentadas, pressões de trabalho reduzidas e qualidade de filme significativamente melhorada.
4. Gravura Técnicas
A gravação é classificada em modos seco e úmido, nomeados pelo uso (ou falta) de soluções específicas, respectivamente.
Normalmente, o ataque químico requer a preparação de uma camada de máscara (que pode ser diretamente fotorresistente) para proteger regiões não destinadas ao ataque químico.
(1) Gravura a Seco
Os tipos comuns de gravação a seco incluemGravura com plasma indutivamente acoplado (ICP), Gravura por Feixe de Íons (IBE) e Gravura por Íons Reativo (RIE).
Na gravação por ICP, o plasma produzido por descarga luminosa contém numerosos radicais livres altamente quimicamente ativos (átomos livres, moléculas ou grupos atômicos), que reagem quimicamente com o material alvo para formar produtos voláteis, conseguindo assim a gravação.
O IBE emprega íons de alta energia (ionizados a partir de gases inertes) para bombardear diretamente a superfície do material alvo para gravação, representando um processo físico.
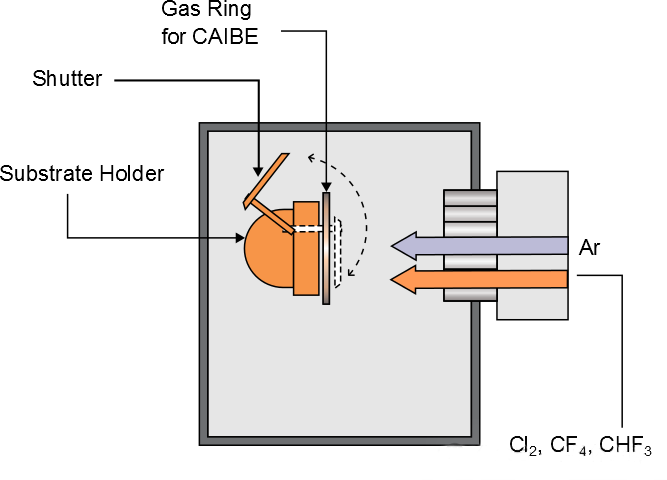
O RIE é considerado uma combinação dos dois anteriores, substituindo o gás inerte utilizado no IBE pelo gás utilizado na gravação ICP, constituindo assim o RIE.
Para gravação a seco, a taxa de gravação vertical excede em muito a taxa lateral, ou seja, possui uma alta proporção de aspecto, permitindo a replicação precisa do padrão da máscara. No entanto, o ataque a seco também ataca a camada de máscara, mostrando uma seletividade mais pobre (a proporção entre as taxas de ataque do material alvo e a camada de máscara), especialmente com IBE, que pode gravar de forma não seletiva em toda a superfície do material.
(2) Gravura úmida
A gravação úmida denota o método de gravação obtido pela imersão do material alvo em uma solução (condicionante) que reage quimicamente com ele.
Este método de gravação é simples, econômico e apresenta boa seletividade, mas possui baixa proporção de aspecto. O material abaixo das bordas da máscara pode estar corroído, tornando-o menos preciso do que o ataque a seco. Para mitigar os impactos negativos de uma relação de aspecto baixa, devem ser escolhidas taxas de gravação apropriadas. Os fatores que influenciam a taxa de ataque incluem a concentração do agente de ataque, o tempo de ataque e a temperatura do ataque.**